The Advanced Process Controls System for Raw Mill, Kiln and Cement Mill will be interconnected to the control system of the plant. Hence the process measurement parameters like draft pressure, temperature, Mill power, Elevator load etc will be available for control. The Control Actions of the Actuators will be decided by the APC system based on the strategy of plant operation. Model Predictive controls is a methodology, where the entire process control system is modeled, by considering their system gain, time delay and time constant. After proper tuning of measurement weights and Actuator control actions, the APC control system takes control actions based on the predicted error between the measurement and its target current over the Prediction Horizon and also based on the controllers past actions. So, in short the APC system writes and reads set points to control system and which in turn controls the plant. A brief highlight on the working of APC is mentioned below:-
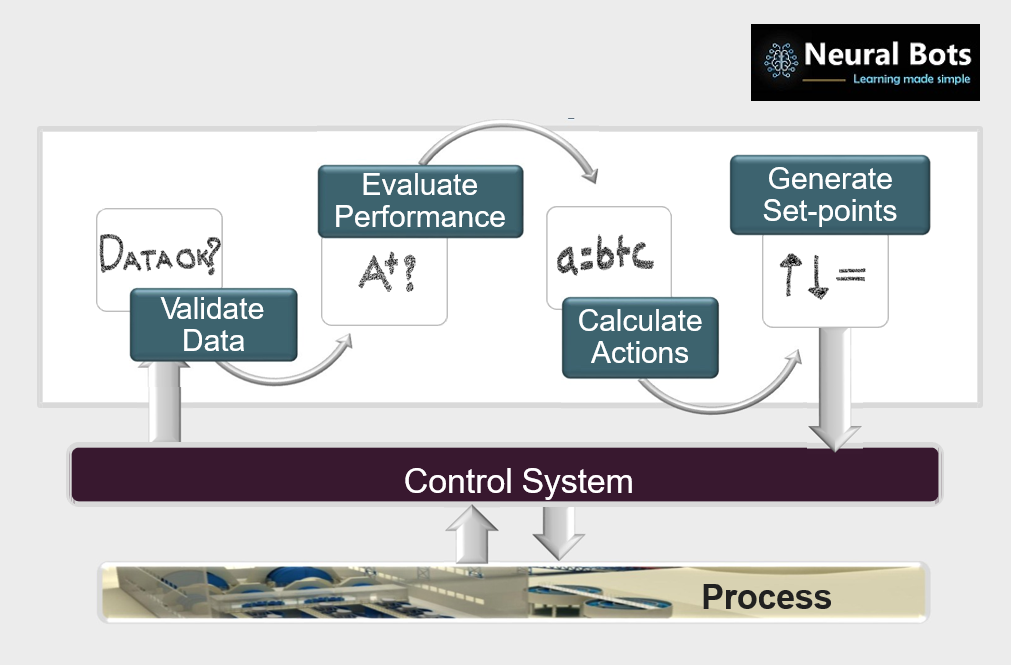
- APC system reads the process measurements and the data is checked for its validations limits.
- APC will then evaluate the process conditions by comparing the measurements with its stability targets.
- Model Predictive Controller, which is one the main controllers, behind an APC system is used, to decide the quantum of action, which is then fine tuned, by adjusting the Modelling parameters of MPC, defined during formulating the strategy ,
- The Set-Points for the Actuators generated by MPC are written back to the plant control system. This process happens every scan time defined by an APC system
Note: This Blog post although gives an introduction about APC in Cement Industry but is more focused on the methodology and development of “APC Performance Metric Benefit Computation” tool kit.
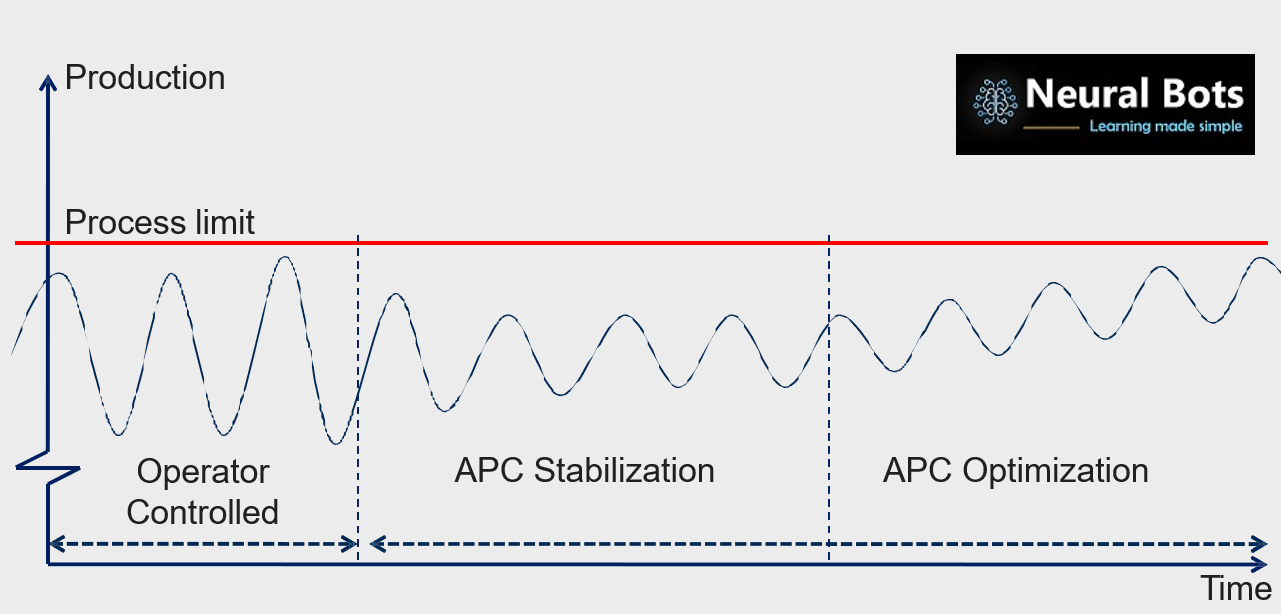
- Model Predictive Controller is required to maintain the measurements on their assigned stability targets based on their weights.
- Based on the tuning of a MPC, stabilizing the process is primary goal of an APC system.
- After Stabilization, APC system using different control techniques like Fuzzy Logic algorithm or using user defined control, tries to push the production targets to the maximum, thereby realizing the full potential of the process
- Consistency in maintaining the process stability is the key metric of an APC system.
This is was all about the APC in action, in brief. But from selling point of view, what are the key metrics that needs analysis?
- Firstly the Data set of the Mill or Kiln operation in offline mode for a period of one month (minimum) is required. ( The operators shouldn’t be aware the data was being recorded for this purpose so as even the play field)
- For a Ball Mill, the main parameters were the Mill Feed (Actuator), Elevator Load, Mill Sound, Mill Power, Rejects, Outlet Temperature, Blaine as Stability Measurements will be available in the dataset.
- So, the average, maximum and minimum statistics of these parameters gives us an idea about the operation of Mills/ Kiln.
- Based on the Power Margin available in the Mills / Kilns and source of material, a Production benefit and Specific Power Reduction benefit has to be decided. These are the two Key selling parameters, which has to be demonstrated during execution.
How to determine the production and Specific Power benefit Parameters?
The Cement APC Tool Kit is designed to determine the potential benefit parameters of Production increase % and Specific Power reduction % using the concept of Probability Density Function and Z Scores. The details will be explained in the preceding section.
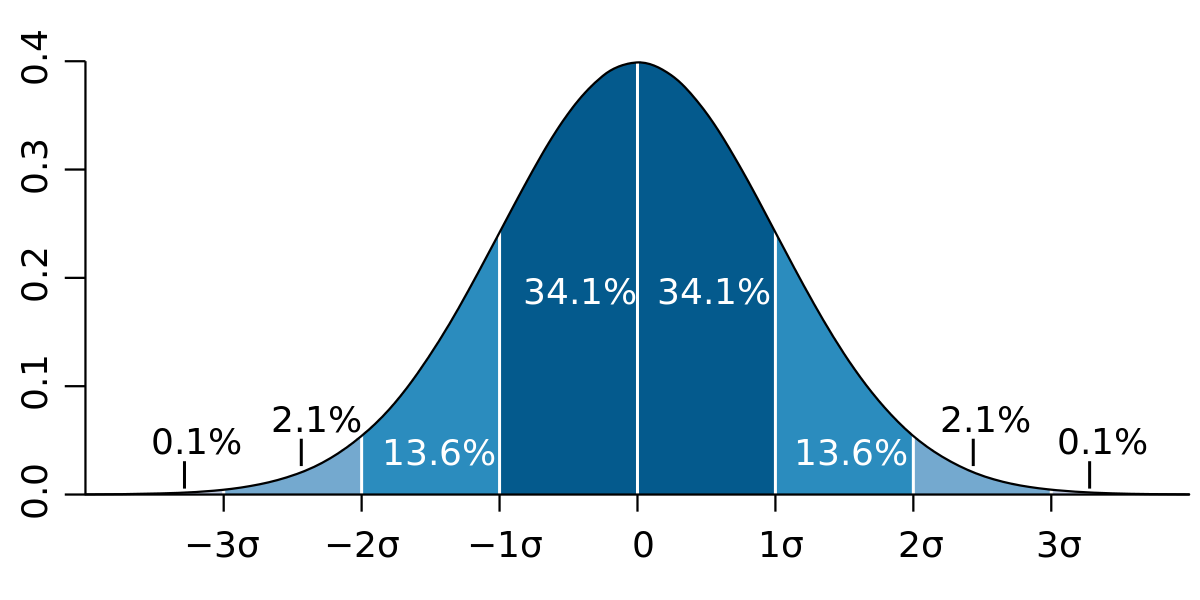
The general formula for the probability density function of the normal distribution is
μ is the location parameter and σ is the scale parameter.
The case where μ = 0 and σ = 1 after computing the Z-scores is called the standard normal distribution.
Equation for the standard normal distribution is
The following is the plot of the standard normal probability density function.