Standard deviation is a measure of how “spread out” or dispersed a set of values is around their mean (average). In more precise terms:
Population standard deviation (σ)
When you have data for an entire population of size N, the standard deviation is
σ = 1N∑i=1N(xi−μ)2
where
xi are the individual data points,
μ=1N∑i=1Nxi is the population mean.
Sample standard deviation (s)
When your data are a sample of size n drawn from a larger population, you use
s = 1n−1∑i=1n(xi−xˉ)2
where
xˉ=1n∑i=1nxi is the sample mean,
dividing by n−1 (instead of n) corrects for the fact that xˉ itself is estimated from the data.
Deviation of each point: xi−μ.
If you simply summed deviations, positive and negative differences would cancel out to zero.
Squaring each deviation makes all terms non-negative, so you get a true measure of overall spread.
Taking the square root at the end returns the measure to the same units as the original data.
Suppose you measure Ball Mill feed rates:
206,210,220.
Mean: μ=(206+210+220)/3=212.
Deviations from the mean:
206−212=−6,210−212=−2,220−212=+8.
Squared deviations:
(−6)2=36,(−2)2=4,82=64,sum=104.
Variance (population):
σ2=1043≈34.67.
Standard deviation:
σ=34.67≈5.89.
So on average, feed‐rate measurements deviate about 5.9 units from the mean of 212.
For data that follow (or approximately follow) a normal (bell-shaped) distribution:
About 68% of values lie within one standard deviation of the mean (μ±1σ).
About 95% lie within two standard deviations (μ±2σ).
About 99.7% lie within three standard deviations (μ±3σ).
Visually, each “band” around the center captures a fixed percentage of the total area under the curve: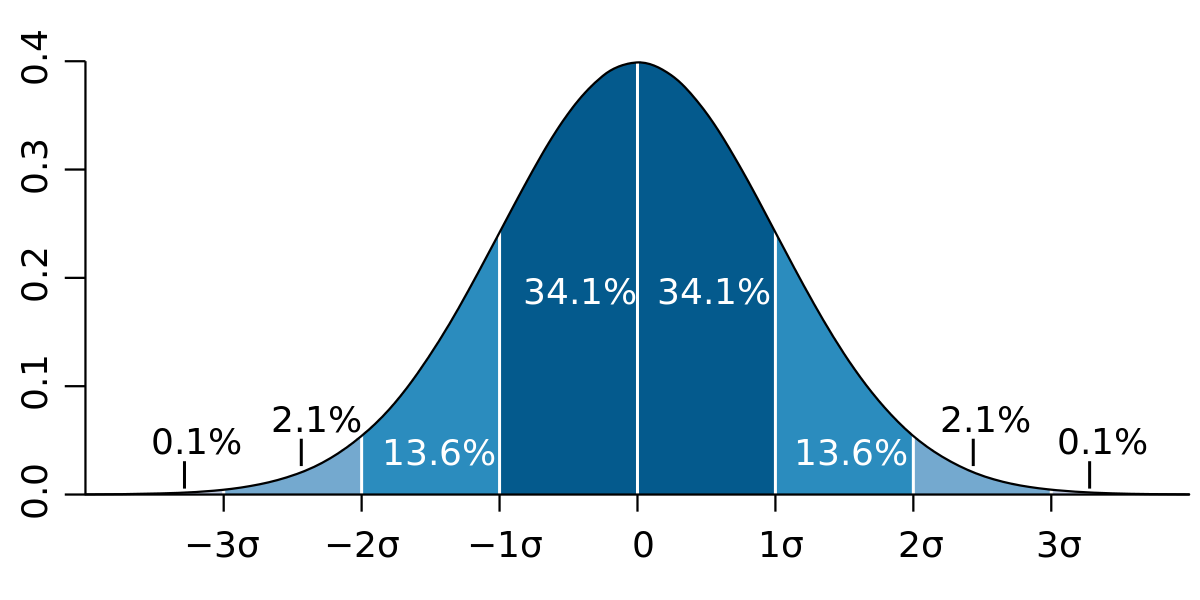
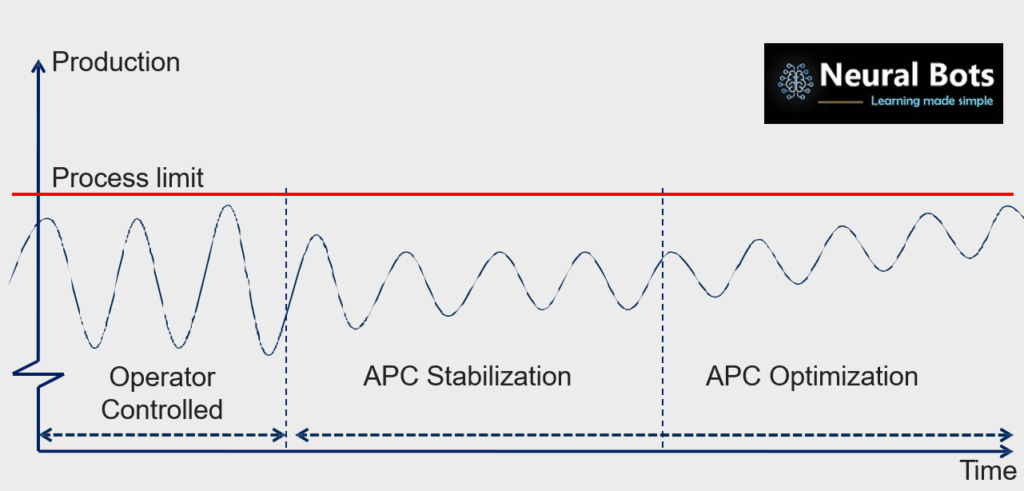
Stability: A small standard deviation means your process (e.g., mill feed rate) is consistently near its average—good for quality control.
Disturbances: A large standard deviation signals frequent or large deviations—points toward process disturbances or variability.
By tracking standard deviation over time, you can pinpoint when a process is “drifting” or becoming more erratic, and take corrective action.
Standard deviation quantifies average distance from the mean.
Population vs. sample formulas differ only in the denominator (N vs. n−1).
In a normal distribution, σ has clear probabilistic interpretations (68–95–99.7 rule).
Monitoring σ helps you assess and improve process stability.
A probability density function f(x) for a continuous variable X (e.g., kiln temperature, mill power draw, or feed rate) tells you how likely you are to observe any particular value x. In APC you use PDFs to:
Characterize disturbances: Model feed variability or fuel‐quality swings that “disturb” your process.
Quantify uncertainty: In model‐predictive control (MPC), the controller propagates input and measurement uncertainties—often assuming they follow known PDFs (e.g., Gaussian).
Detect anomalies: Values falling in the tails of the PDF (very low density regions) flag unusual conditions or sensor faults.
Data collection
Gather high‐resolution time series of key process variables (e.g., mill load, separator pressure).
Histogram or Kernel Density
Histogram: Bin your measurements to approximate the PDF.
Kernel density estimation (KDE): Smooths the histogram into a continuous curve.
Fit a parametric form
Often a normal distribution is assumed:
f(x)=1σ2πexp (−(x−μ)22σ2).In many cement processes, data can be skewed—so you might fit a log‐normal or Weibull distribution instead.
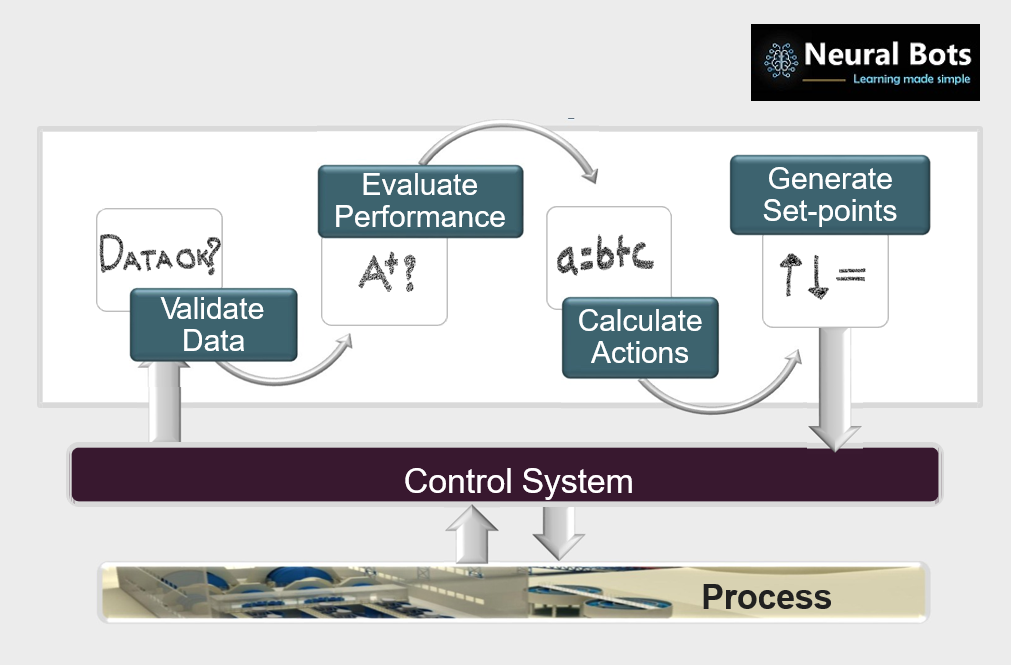
Modern APC systems in cement plants typically use MPC algorithms that:
Predict future process behavior over a horizon N using a dynamic model.
Optimize a sequence of control moves (valve positions, mill speed) to minimize a cost function (e.g., deviation from target plus move‐effort).
When disturbances (like feed variation or fuel LHV) are modeled as random variables:
The controller uses their PDFs to propagate uncertainty through the model.
It can then perform chance‐constrained optimization, ensuring that constraints (e.g., maximum kiln shell temperature) are violated with only a small, acceptable probability (say 1%).
APC solutions often include soft sensors (statistical estimators) for hard‐to‐measure variables (like clinker quality). You:
Estimate the PDF of the soft‐sensor’s residual (estimation error).
Monitor incoming measured data versus the predicted PDF.
Alarm when the observed value falls in a region of extremely low density—indicating sensor drift or process upset.
Stability assessment: By comparing the real‐time PDF of mill power draw against its historical “normal” PDF, you can detect creeping variance (e.g., grinding media wear) before it impacts throughput.
Disturbance rejection: Knowing the distribution of raw‐feed moisture lets the APC tune the kiln’s fuel‐feed controller to compensate more aggressively when large deviations are likely.
Quality assurance: PDF‐based confidence intervals around predicted clinker free‐lime content inform operators when to sample the product.
PDFs translate raw data into probability statements—central to any statistical control or estimation algorithm in APC.
MPC uses PDFs to handle disturbance and measurement uncertainty, enabling chance‐constrained control.
Anomaly detection relies on knowing when process variables stray into low‐density (unlikely) regions of their PDF.
By embedding PDF modeling throughout your APC stack—from disturbance characterization to soft‐sensor validation—you gain a principled, probabilistic foundation for tighter control, fewer upsets, and more consistent cement quality.
The general formula for the probability density function of the normal distribution is
μ is the location parameter and σ is the scale parameter.
The case where μ = 0 and σ = 1 after computing the Z-scores is called the standard normal distribution.
Equation for the standard normal distribution is
The following is the plot of the standard normal probability density function.